
IBOP
Application & General Use
Wells can at times experience unpredictable pressure differentials causing flow into the well bore that can potentially be catastrophic for the rig and rig personnel, if uncontrolled. Safety Valves are an essential component to maintaining the safety of the well and drilling operations. Safety Valves are configured in the drill string and used on the rig floor and down-hole to manage safe operations while controlling kicks and preventing back flow of the drilling mud during the drilling process.
Product Description
The Inside Blowout Preventer (I-BOP) Valve is a heavy duty check valve connected to the drill string for use on the rig floor level to protect from kicks at surface. It can be left in the drill string as long as necessary to reestablish well control with over-balanced pressure.
I-BOP valves are supplied with either API or with proprietary connections upon request. All I-BOP valves are manufactured to API 7-1 or NS1 latest
edition.
I-BOP valves are available in both standard or H2S resistant versions and
supplied according to Class 1 construction.
Main features:
I-BOP valves are supplied with either API or with proprietary connections upon request. All I-BOP valves are manufactured to API 7-1 or NS1 latest
edition.
I-BOP valves are available in both standard or H2S resistant versions and
supplied according to Class 1 construction.
Main features:
- OD sizes ranging from 3-3/8” to 9-1/2”
- ID sizes ranging from 1-1/2” to 2-13/16”
- 10,000 or 15,000 PSI working pressure (testing pressure 15,000 or 22,500 PSI respectively)
- KC2S Kelly Valves are delivered with an operating wrench and disassembly tool
Other configurations available upon request, subject to engineering department approval.
The I-BOP product range comes with 4 sizes corresponding to internal part dimensions as follows:
| INTERNAL TRIM SERIES | VALVE SEAT ID (IN) |
|---|---|
| Trim 1 | 1-1/2 |
| Trim 2 | 1-3/4 |
| Trim 3 | 2-1/4 |
| Trim 4 | 2-13/16 |
Hydraulic Testing
Each I-BOP valve is hydraulically bench tested according to API spec 7-1 (latest edition) and delivered with its individual pressure record sheets.
The pressure test is carried out in two steps:
The pressure test is carried out in two steps:
- SHELL TESTING during which the valve is pressurized to the test pressure for 3 minutes, then depressurized and pressurized again for at least 10 minutes (see figures 1 & 2).
- SEAT TESTING during which the valve is pressurized from the pin end to its working pressure for at least 5 minutes (see figures 1 & 2).
During the pressure-holding period, timing starts when pressure stabilization is achieved. No visually detectable leakage is permitted during the test time period and pressure drop shall be no greater than maximum 1% of the pressure test value with a zero leak rate.
Operational Benefits
I-BOP body and internal parts are made of high grade heat treated steel. The I-BOP valve sealing is achieved through a PTFE ring inserted in the valve. Two I-BOP construction versions are available:
- The standard version which is suitable for normal drilling conditions. The standard body inner surface is surface treated to improve resistance against mud corrosion and maintenance operations.
- The H2S trim version which has been designed for H2S environments. Internal parts are made of corrosion resistant materials matching NACE MR0175 standard (latest edition) and fitted in a standard body.
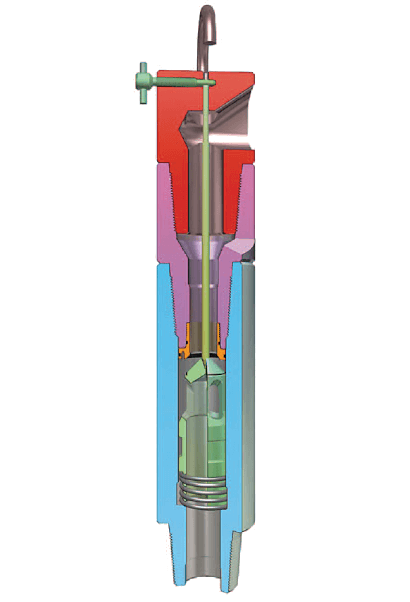
Figure 1 – Inside BOP
Cutaway view
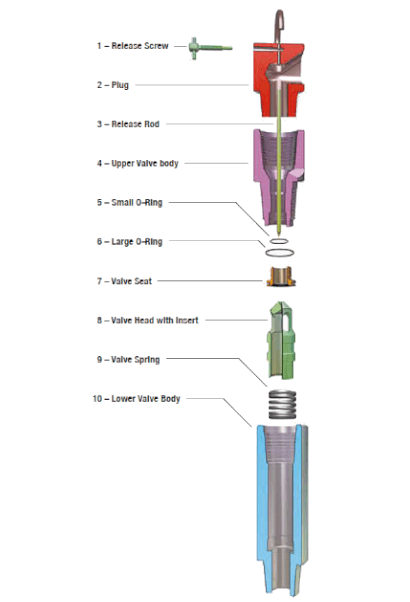
Figure 2 – Inside BOP
Exploded view